4安心とおいしさを守る検査体制
食品に係る微生物検査では工場の衛生指標となる一般生菌数や食中毒の原因となる黄色ブドウ球菌、サルモネラ属菌等を検査しています。南国元気鶏では製造ロット毎、部位別に検査し、食品衛生法及びより厳しいマルイの自主基準に基づいて管理しています。
また、食肉だけでなく工場の設備、器具類、処理工程、作業者等の拭取り検査も定期的に行っています。
そしてこれらの検査結果データは工場へ速やかにフィードバックし、衛生管理に役立てています。

公定法にのっとった品質検査
採材
工場から届いた製品の数か所から少しずつ切り取り、正確に10g量ります。この作業は滅菌したハサミ、ピンセットを使って汚染しないよう無菌的に手早く行います。

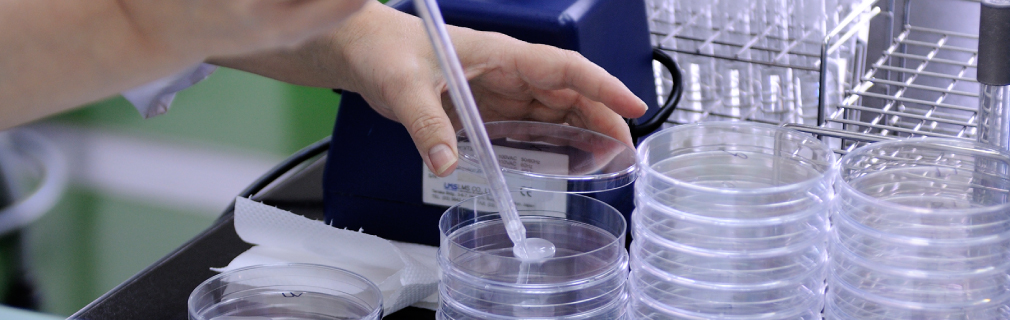
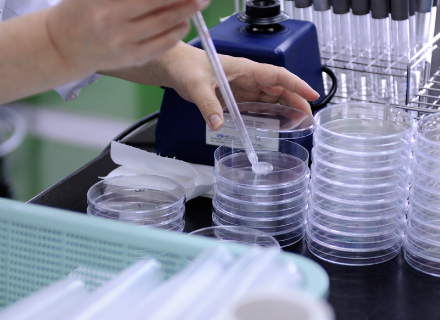
希釈、分注、混釈
10gの肉に希釈水を90ml加えて均質化した後、さらに段階的に10倍希釈してシャーレに分注します。そこに培地を流し込んで混釈し、しばらくすると培地は固まるのでふ卵器に移して培養します。
菌分離
サルモネラ属菌の増菌検査では、前増菌培養、選択増菌培養後、菌分離を行います。白金耳を使って培養菌液をシャーレに塗抹し、さらに培養します。
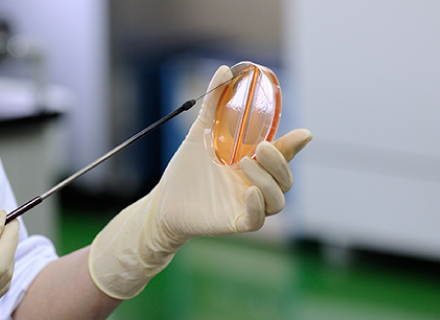
菌数カウント
翌日~翌々日、ふ卵器で培養したシャーレに発育した細菌集落(コロニー)数をカウントして細菌数を算出します。細菌数が基準内であるか、また、食中毒菌の発生がないか判定します。
